
196体育工厂-专业生产加工、定做各种金属工艺品
国内金属工艺品加工专业厂家 全国服务电话 400-123-4567
全国服务电话 400-123-4567传真:+86-123-4567
手机:138 0000 000
邮箱:196sports@hfyunqiao.com
地址:广东省广州市196体育区88号
196体育app下载金属切削在生产和制造中有多种形式,例如:锯、剪切,冲裁的传统方法,以及激光、、电化学、高压水流等特殊方法。其中常见的方式为:钻孔、攻丝、车削、铣削和拉削。各种加工方式各有特点,需要根据实际情况来选取不同的切削液。
金属切削在生产和制造中有多种形式,例如:锯、剪切,冲裁的传统方法,以及激光、金属加工工艺、电化学、高压水流等特殊方法。
金属切削在生产和制造中有多种形式,例如:锯、剪切,冲裁的传统方法,以及激光、、电化学、高压水流等特殊方法。
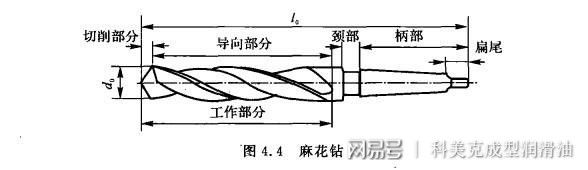
钻孔工艺使用具有螺旋形沟槽的刀具,它带有对称分布的切削刃,切削刃呈锥形,称为钻尖。钻孔通过钻头的旋转运动去除工件,切屑通过螺旋槽排出。
钻孔的下一步工艺为攻丝,是用刀具--丝锥切削或挤压加工的切削方式,通过除去前道钻孔工序孔壁上的材料,来形成螺纹。
车削加工时,固定的刀具沿着旋转的工件的轴向运动,采用不同的刀具形状、角度和路径,几乎可以加工出任何形状的工件。车刀可以在轴的外部工作,也可以在管状零件的内部工作。
铣削是采用多齿刀具的加工工艺。与车削不同的是,铣削时,工件不动,铣刀旋转并沿着工件表面移动,用铣刀的端面齿加工平面;或者用铣刀的圆周齿加工型面或沟槽。
铣削是一种间歇式的加工方式,铣刀的每个齿接触工件的时间很短,因此容易产生热疲劳,导致刀具破损。
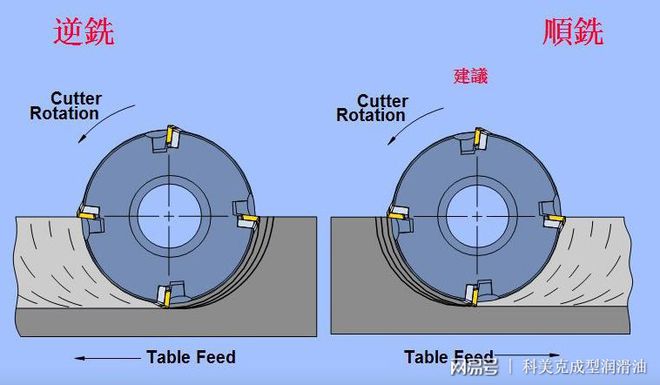
顺铣因为可以计算每齿的进给量,规避加工硬化对刀具前刀面的磨损(逆铣加工的缺点),刀具寿命更长,故现代的铣削加工基本是以顺铣加工为主。
通常,慢速加工工艺(拉削、攻丝、铰孔)都要求切削液有更好的润滑性能;快速加工工艺(车削、铣削)则要求更好的冷却性能。
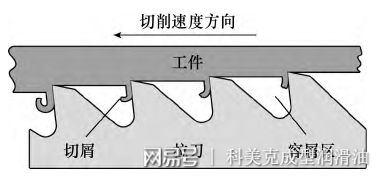
高速加工时,刀具前端的压力波减小,从而摩擦减少,积削瘤消失。因此,冷却性好的切削液更为合适。